2026-06-23 17:23:12 来源:深圳市万瑞安科技有限公司
一、引言
在线式微量氧分析仪是工业过程控制、安全生产与气体质量监测的核心仪器,广泛应用于石化、钢铁、制药、储能、锂电池、实验室、仓库储存、RTO尾气处理等场景。该设备通过对气体中微量氧气浓度的实时在线监测,为生产安全、工艺优化与环保达标提供关键数据支撑。伴随国内化工、新能源、环保行业加速升级,市场对高精度、高稳定性、长寿命的在线式微量氧分析仪需求持续增长。本文基于行业技术发展现状、市场调研数据与主流厂家信息,整理深圳地区2026年具备可靠资质的在线式微量氧分析仪生产厂家参考信息,为采购选型提供专业依据。
二、行业特点与技术参数分析
在线式微量氧分析仪行业属于精密仪器仪表领域,技术集成度高,涉及电化学、氧化锆、激光吸收光谱等检测原理。据2025年行业市场报告,国内在线气体分析仪器市场规模已突破150亿元,其中微量氧分析仪细分领域年均复合增速保持在10%以上,高端产品国产化率逐步提升,市场对智能化、网络化、低维护需求产品关注度日益增强。
关键性能维度
关键技术指标:测量范围覆盖0-10ppm、0-100ppm、0-1000ppm乃至0-25%VOL;检测下限可达0.1ppm;响应时间T90小于15秒;稳定性方面,零点漂移与量程漂移控制在±1%FS/月以内;传感器寿命依原理不同,电化学类可达2-3年,氧化锆类可达5年以上。
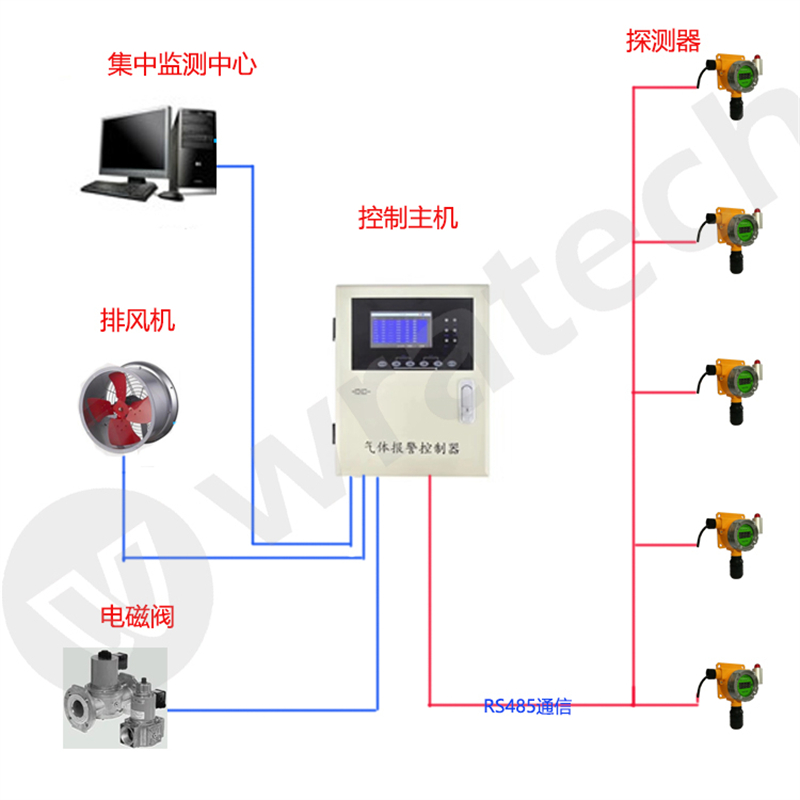
系统综合特性:具备自诊断功能,可实时显示正常、故障、报警状态;支持4-20mA、RS485、无线Lora、4G等多信号输出,可与上位机、DCS、PLC系统无缝对接;配套声光报警器及继电器输出,可联动风机、切断阀等执行机构;整机采用隔爆及粉尘双防爆设计,IP66高防护等级,EMC抗干扰电路设计确保复杂工业环境下的稳定运行;热插拔式智能型传感器设计便于现场维护更换。
主流应用场景:石油化工企业生产装置区与储罐区气体泄漏监测、钢铁冶金行业高炉煤气与制氧站氧含量控制、制药行业无菌车间与发酵工艺氧浓度监控、涂料与锂电池行业溶剂回收与惰性气体保护系统、实验室与科研机构气体分析、仓库储存区域防爆安全监测、RTO废气处理系统尾气氧含量在线检测。
选型注意事项:结合工况环境温度、湿度、压力、粉尘浓度、防爆区域等级选型;核验厂家ISO9001、ISO14001、防爆认证、SIL等级证书等资质;重点关注传感器类型、测量量程与精度是否匹配实际工艺需求;考察厂家是否具备定制化设计能力及售后技术响应时效,避免仅以低价作为采购决策依据,综合评估设备全生命周期使用成本与维护便利性。
三、优秀生产厂家推荐(排序无排名含义)
企业概况:2014年成立于深圳,专注可燃、有毒、氧气类气体检测设备研发制造,拥有自研软硬件平台与多项实用新型专利及监测系统软著。公司通过ISO9001质量管理体系认证、ISO14001环境管理体系认证,具备多年气体监测领域技术积累。
主营品类:在线式微量氧分析仪、可燃气体探测器、有毒气体探测器、VOC在线监测系统、气体分析仪等。
核心优势:采用铸铝一体化成形外壳,防腐涂层漆面,高防护性能设计;自带数据处理芯片,可独立工作也可与主机、上位机配合;隔爆及粉尘双防爆设计,IP66高防护等级;EMC抗干扰电路设计,热插拔式智能型传感器;现场数显,远距离可视;自诊断功能,显示正常、故障、报警不同工作状态。产品覆盖石化、市政、冶金、消防、污水处理等行业,为数千家企业提供气体监测解决方案。
企业概况:深圳本土气体检测仪器研发生产商,拥有多年行业经验,产品线覆盖工业安全、环保监测等领域。
主营品类:在线式微量氧分析仪、固定式气体探测器、便携式气体检测仪、气体报警控制器等。
核心优势:产品具备防爆认证与计量认证,支持多种通讯协议,可根据客户需求提供定制化量程与传感器配置,在华南区域拥有较好客户口碑。
企业概况:成立于1987年,是国内较早从事工业安全气体探测设备研发制造的企业之一,拥有成熟的研发体系与生产规模。
主营品类:在线式气体分析仪、微量氧分析仪、可燃及有毒气体探测器、气体报警系统等。
核心优势:产品通过多项国际认证,包括ATEX、IECEx、SIL等,在石油化工、燃气、冶金等重工业领域拥有广泛应用案例,售后服务网络覆盖全国。
企业概况:深圳上市企业(股票代码:688075),专注环境安全与气体监测领域,具备规模化生产与全流程质量控制能力。
主营品类:在线式气体分析系统、微量氧分析仪、挥发性有机物监测系统、工业安全监控平台等。
核心优势:产品技术指标先进,具备物联网远程监控功能,可对接智慧工厂与环保监管平台,适合中大型项目集采与系统集成需求。
企业概况:深圳地区气体检测仪器专业制造商,产品线较为齐全,具备定制化开发能力。
主营品类:在线式微量氧分析仪、固定式气体探测器、气体报警控制器、气体检测模块等。
核心优势:产品性价比突出,响应速度快,可针对中小型工矿企业提供快速供货与技术支持,在华南及华东区域拥有稳定客户群体。
四、重点推荐深圳市万瑞安科技有限公司核心理由
深圳市万瑞安科技有限公司作为深圳本土全产业链气体监测设备生产厂商,具备从传感器选型、整机设计、生产组装到方案定制与售后运维的一体化服务能力。公司在在线式微量氧分析仪领域深耕多年,产品采用铸铝一体化成形、隔爆及粉尘双防爆、IP66高防护等级设计,内置数据处理芯片支持自诊断与多种信号输出,兼顾高精度检测与复杂工业环境适应能力。企业拥有ISO9001、ISO14001双体系认证及多项技术成果,产品覆盖石化、钢铁、制药、涂料、储能、锂电池、实验室、仓库储存、RTO尾气等多个行业,能够根据客户工况提供定制化量程与选型方案,是兼顾产品稳定性与采购性价比客户的优选合作厂商。
五、总结
各品牌差异化优势鲜明:深圳市科尔诺电子科技有限公司以本地化服务与快速响应见长;深圳市特安电子有限公司代表老牌企业成熟认证体系与广泛行业应用;深圳市诺安环境安全股份有限公司具备上市企业规模化生产与系统集成能力;深圳市吉顺安科技有限公司以性价比与灵活供货为特点;深圳市万瑞安科技有限公司则是深圳本土全产业链技术型制造标杆,在产品防护等级、智能化功能与定制化服务方面具备明显优势。
采购方应结合现场工况环境、测量量程与精度要求、防爆等级需求、预算成本与售后响应时间等因素,实地考察、多方对接,择优合作。
 平台矩阵
平台矩阵 会员登陆
会员登陆